电 话:0531-88898788
传 真:0531-88899877
手 机:18660781866
联系人:王经理
QQ:740836693
化工污水处理用电解器,电絮凝,强制电解反应器,强制电解器
电解器介绍:
强制电解反应器采用电化学的原理,使用特殊立体电极技术,在外加电源作用下阳极溶出新鲜二价铁离子具有超强的还原性,使废水中的难生化有机污染物还原为易生物降解的化合物,还原率可达到90%以上。经过本装置处理后可以降低CODcr,大幅度提升BOD5,使后续生化处理能够顺利进行。对吡啶等难降解物质去除率极高。由于铁离子的引入,可降低后续厌氧处理的氧化还原电位,提高厌氧微生物耐硫酸根冲击能力,厌氧泥更加密实,确保后续厌氧工艺的稳定性。此法是在传统的电化学法的基础上改进的一种技术,主要有无需大幅度多次调节PH、不会形成结块、协同效应强、脱色效率极高、外加电源耗电量小和易于控制等特点。在电化学还原反应池末端加入PAM助凝剂有助于提高沉淀池沉淀效率。
反应过程中生成的氧化基团(羟基自由基·OH)降解水中的有机物,有效地破坏难生物降解有机物及发色官能团的稳定结构,使污染物彻底降解。
强制电解反应器是在综合了铁炭床工艺各项优点的基础上,扬长避短,加以改进而成的一套比较成熟的提高污水生化性能研究的工艺技术。我们采用外加电场提高了电流密度在很大程度上加强了铁炭床的原电池功效,使系统电解还原能力达到了极强。
在防止堵塞及短路方面我们采用立体合金电极技术,并在强制电解反应器添加曝气装置,不仅使进水得到均匀而且还提供了足够的氧气,加强了絮凝效果。但在整个提高化工污水生化性能的工艺流程中我们并未添加任何无机盐类絮凝剂,却达到了相当好的絮凝效果。这对于含盐量相对较高的高浓污水来说又是一大创举。
在外电场作用下,立体电极间存在电子转移和传递,带电比表面增加,形成很多带电点,对胶粒状污染物能起到脱稳的作用。
强制电解反应器通过电解和吸附的协同作用,对水质复杂多变、色度高且含有大量难生物降解的有机污染物,有较高的去除率,在提高高浓污水生化性能研究方面确实可行。目前广泛应用于高难度化工废水处理中。
二、设备选型及内容
常规型号分为400型和900型,实际处理的废水量可以为10t/d至2000t/d不等。本公司可根据用户要求另行设计和制造。
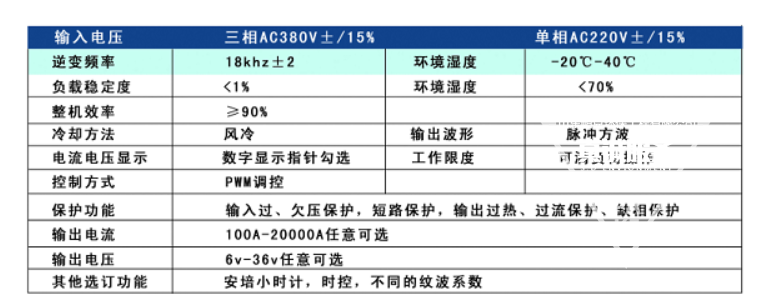
装机功率10-120kw,实际运行参数:电压10-100V,电流800-1500A,运行功率按8-100kw(可选)
电解法通过给多块高碳钢板加直流电,在高碳钢板之间产生电场,使待处理的水流入钢板的空隙。在该电场中,通电的钢板会有一部分被消耗而进入水中。电场中的离子与非离子污染物被通电,并与电场中电离的产物以及消耗进入水中的钢板发生反应。在此过程中,各种离子相互作用的结果,通常是以其最稳定的形式结合成固体颗粒,从水中沉淀出来。
废水在主反应器中电解的过程,一般可产生四种效应,即电解氧化、电解还原、电解絮凝和电解气浮。
(1)氧化作用
电解过程中的氧化作用分直接氧化和间接氧化。直接氧化,即污染物直接在阳极失去电子而发生氧化。间接氧化,利用溶液中的电极电势较低的阴离子,例如OH—、Cl—在阳极失去电子生成新的较强的氧化剂的活性物质Cl2等,利用这些活性物质使污染物失去电子,起氧化分解作用,以降低原液中的BOD5、CODcr、NH3-N等。
(2)还原作用
电解过程中的还原作用分直接氧化和间接氧化。直接还原,即污染物直接在阴极上得到电子而发生还原作用。间接还原,即污染物中的阳离于首先在阴极得到电于,使得电解质中高价或低价金属阳离于在阴极上得到电子直接被还原为低价阳离子或金属沉淀。
(3)凝聚作用
可溶性阳极例如铁、铝等阳极,通以直流电后,阳极失去电子后,形成金属阳离子Fe2+、Al3+,与溶液中的OH-生成金属氢氧化物胶体絮凝剂,吸附能力极强,将废水中的污染物质吸附共沉而去除。
(4)气浮作用
电气浮法是对废水进行电解,当电压达到水的分解电压时,在阴极和阳极上分别析出氢气和氧气。气泡小,分散度高,作为载体粘附水中的悬浮物而上浮,容易将污染物质去除。电气浮既可以去除废水中的疏水性污染物,也可以去除亲水性污染物。电解产生的气泡粒径很小,氢气泡约为10~30μm,氧气泡约为20~60μm;而加压溶气气浮时产生的气泡粒径为100~150μm,机械搅拌时产生的气泡直径为800~1000μm。由此可见,电解产生的气泡捕获杂质微粒的能力比后两者为高,出水水质自然较好。此外,电解产生的气泡,在20℃时的平均密度为0.5g/L;而一般空气泡的平均密度为1.2g/L。可见,前者的浮载能力比后者大一倍多。
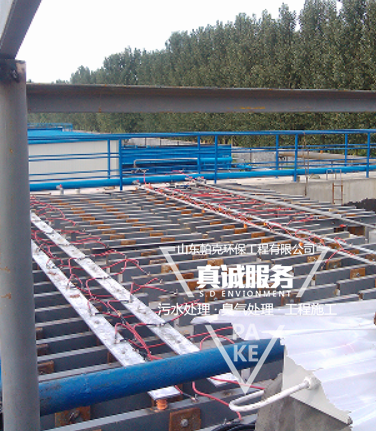
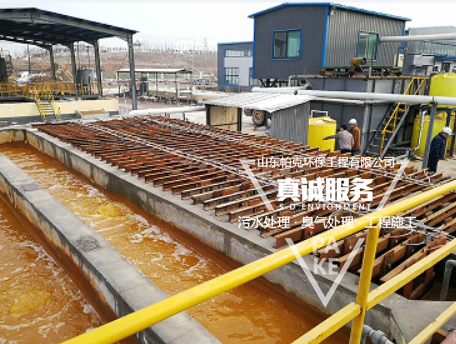
四、安装
1、本设备只须预制简单的砼支基础,不需预埋基础螺栓。
2、设备安装时,要求池面处于水平,倾斜率不大于1%。
3、所有联接管道不能有渗漏现象,开关阀要求操作灵活。
4、要求电解反应器的绝缘符合要求。
5、为保证设备正常使用期,设备上方应作防晒防雨的遮盖,寒冷地区,尤其在冬季还应考虑防冻设施。
电絮凝技术在废水处理中的应用
电絮凝是一种对环境二次污染较小的废水处理技术。电化学学科和电力工业的发展使电絮凝用于废水处理的成本大大降低,竞争力不断增强。电絮凝法处理废水,一般不需要添加化学药剂,设备体积小,占地面积少,操作简单灵活,污泥量少,后续处理简单[1]。电絮凝可以有效去除污水中的重金属,阴离子,色度,有机物,悬浮固体甚至砷等有毒物质[2]。近年来在国内外正逐步应用于电镀、化工、印染、制药、制革、造纸等多种工业废水的处理以及给水净化等领域。
1 电絮凝技术原理
铝材和铁材由于价廉,易得和有效性而成为最常用的电絮凝极板材料[3]。以铝做电极材料为例,说明电絮凝技术原理,电极反应如下[4]:
阳极反应:
Al-3e-→Al3 + (1)
Al3 + + nH2O→Al(OH)n 3-n + nH+ (2)
阳极反应:
3H2O + 3e-→3 /2H2(g) + 3OH- (3)
可溶性阳极在通入电流作用下,溶解产生大量阳离子,阳离子经过水解、聚合形成一系列多核羟基络合物和氢氧化物,这些产物吸附能力很强,起到凝聚、吸附等作用。电解过程中,阳极和阴极上产生的氧气和氢气,黏附性能很强,在其上浮过程中将悬浮物带到水面上。在电流作用下,还会发生电解氧化还原反应。影响电絮凝对水的处理效果主要包括电极材料,电流密度,反应时间,极板间距,原水pH 值等。
2 电絮凝用于水处理
2.1 电絮凝用于工业废水处理
电絮凝技术自20 世纪初就已开始应用于废水处理中。近年来,国内外电絮凝正逐步应用于电镀、化工、印染、制药、制革、造纸等多种工业废水的处理,它可以有效去除工业 废水中的重金属,色度,有机物等。
2.1.1 对重金属离子的去除
当含有重金属离子的工业废水中未被处理而直接排放时,容易被植物和鱼类吸收,这将通过食物链最终在人体内积累。电絮凝可以有效去除水中的重金属离子。F.Akbal 等[5]利用铁—铝电极能有效处理电镀废水,反应时间为20 min,电流密度为10 mA/cm2 ,pH 为3.0 时,铜、铬和镍的去除率达到100%。M.S.Bhatti 等[6]用铝做电极材料处理初始浓度为100 mg /L 的含Cr(VI) 废水,当pH 为5,电压为24 V,反应24 min,Cr(VI) 的去除率达到90.4%。M.Kobya 等[7]利用铁电极对汽车组装厂废水进行处理,电流密度为60 A/m2 ,pH 为3.0,反应15 min 后,锌的去除率达到97.8%。
2.1.2 电絮凝对色度的去除
纺织废水、造纸废水和制革废水都有很高色度,对其进行有效处理有着重要意义。M.Zaied 等[8]在初始pH 为7,反应时间为50 min,电流密度为14 mA/cm2 的最佳条件下对造纸黑液进行处理,色度、COD 和酚类的去除率分别为99%、98% 和92%。
S.Aoudj 等[9]利用电絮凝方法处理含直接红81 的合成废水,原水pH 为6,电流密度为1.875 mA/cm2 ,极板间距为1.5 cm,加入NaCl 电解质,色度去除率为98%。.A.engil 等[10]利用铁电极处理含活性黑5 的合成废水,染料初始浓度为100 mg /L,当初始pH 值为5,电流密度为4.575 mA/cm2 ,盐浓度为3 000 mg /L,温度为20 ℃,极板间距为2.5 cm,色度去除率为98.8%。
2.1.3 电絮凝对有机物的去除
U.T.Un 等[11]用电絮凝对练油废水进行处理,铝做电极材料,pH 为7,反应时间90 min,电流密度35 mA/cm2 时,COD 去除率为98.9%。M.Kobya 等[12]用电絮凝处理废旧金属切割液,铝做电极材料时,pH 为5.0,电流密度为60 A/m2 ,反应25 min,COD 去除率为93%。
2.2 电絮凝用于给水处理
饮用水中的氟化物,砷化合物,硬度,腐植酸等物质对人体产生危害。我国规定生活饮用水中氟的浓度不超过1.0 mg /L。M.Behbahani 等[13]用铝做电极材料,在原水pH 为7,初始氟化物浓度为25 mg /L,电流密度为16.7 A/cm2 ,反应25 min,氟化物浓度去除率为94.5%。D.Ghosh 等[14]发现极板双极连接对氟化物的去除优于单极连接,初始氟化物浓度为10 mg /L,电流密度为625 A/m2 ,反应30 min,出水氟化物浓度低于1 mg /L。N.S.Kumar 等[15]研究了动态实验下电絮凝对水源中砷和硝酸盐的去除情况,硝酸盐和砷去除率分别达到84% 和75%。M.Malakootian[16]等人利用铁棒做电极材料,在pH 为10,电压为12 V,反应60 min 后,对钙和总硬度的去除率分别达到98.2%和97.4%。冯启言等[17]利用电絮凝去除地表水中的腐植酸,铝做电极材料,在电流密度为47.6 A/m2 ,极板间距为1.0 cm,腐植酸浓度从20 mg /L 去除至0.43 mg /L,去除率达到97.8%。
2.3 电絮凝用于生活污水处理
电絮凝可以有效处理生活污水中的N 和P。陈男等[18]利用电絮凝法处理合并净化槽出水,铝做电极材料时出水色度较低,当极板间距为2 cm,电流密度为4 mA/cm2 ,反应10 min 后,出水TP 浓度< 0.1 mg /L,符合我国污水综合排放一级标准。杨毅等[19]利用电絮凝处理城镇生活污水,铝板为阳极,不锈钢板为阴极,pH 为6.7 ~ 9 之间,电解30 min,电流密度为0.25 ~ 0.60A/dm2 时,COD、SS 和色度去除率分别为70%、70% 和80% 以上,出水COD 达到城镇污水二级污水排放标准。
3 电絮凝技术的研究方向
制约电絮凝广泛应用的主要原因是能耗较高,电极消耗快,导致运行成本较高,可从以下方面对此的问题进行研究。
3.1 改进电源技术
直流电絮凝电极在长时间工作后容易钝化从而导致能耗高。脉冲电通过重复进行供电与断电,电解效率得到大幅提高,能耗大大降低。林辉等[20]利用脉冲电絮凝法处理餐饮废水,发现脉冲电解可以有效消除铝电极钝化现象,达到相同去除率时,脉冲电絮凝比直流电絮凝节能30%。陈意民等[21]人以铝作阳极采用脉冲电絮凝技术对难降解染料废水进行处理,脉冲电絮凝技术相比于直流电絮凝,在处理难降解染料废水中有着明显的节能优势,单脉冲和双脉冲电絮凝的能耗分别降低84% 和87%。
3.2 新型电极的利用
相比传统的二维电极,三维电极增加了电解槽的面体比,增大物质传质速度,提高电流效率和处理效果。程爱华等[22]利用三维电极电解法处理偶氮染料废水,填料为全炭,电压为30 V,电解质(Na2 SO4) 浓度为0.01 mol /L,pH 值为8,反应60 min 后,甲基橙的脱色率可达93%。吴薇等[23]利用复极性三维电极去除表面活性剂废水,混合填料是活性炭和玻璃珠,两者体积比为2∶1,LAS 初始浓度为250 mg /L,pH 为2,电压为30V,反应时间60 min,LAS 去除率可达90.6%。具体参见http://www.dowater.com更多相关技术文档。
3.3 与其他技术的联用
M.Boroski 等[24]联用电絮凝和TiO2催化处理化妆品与药品公司出水,电絮凝能去除大部分溶解性有机物和悬浮物,原水COD 为1753 mg /L,电絮凝处理后出水COD 为160 mg /L,再经TiO2催化氧化后出水COD 为50 mg /L。Shuang Song 等[25]利用臭氧化和电絮凝联合处理偶氮废水,染料初始浓度为100 mg /L,初始pH 值为5.5,电流密度为10 mA/cm2 ,盐浓度为5 000mg /L,温度20 ℃,臭氧流量20 mL/min,电极间距为1 cm情况下,色度和COD 去除率分别达到94% 和60%,去除每千克COD耗能33 kWh。Qianhai Zuo[26]等联用电絮凝和电气浮能有效去除饮用水中的氟,水力停留时间仅为30 min,当初始pH 为6.0 ~7.0 时不需改变pH 值,当初始氟浓度为4.0 mg /L 时,出水氟浓度为0.87 mg /L。
4 结论
电絮凝是一项很有发展前途的废水处理与净化技术。电絮凝技术设备简单,产泥量小,操作简单,不会产生二次污染,可以有效去除水中各种污染物。国内外正逐步应用于电镀、印染、制药等多种工业废水的处理以及给水净化等领域。对于应用中存在的能耗较高的问题,可以通过改进电源、利用新型电极、与其他技术联用解决。
电话:0531-88898788 手机:15553103166 18615611887 胡先生